|
|
|
APPLICATIONS SPECIFICATIONS SIZE TABLE WHAT IS TWS? ADVANTAGES OF TWS ORDERING INFORMATION
ADVANTAGES APPLICATIONS SPECIAL EQUIPMENT WIRES QUALITY FEATURES CAUTION ADVANTAGES OF TWS LIST OF MIL-W SPEC SHEETS CONDUCTOR SIZE TABLE INSULATED WIRE SIZES COAXIAL CABLES PER MIL-C-17 TABLE OF COAXIAL CABLES MULTI-CORE CABLES HIGH VOLTAGE WIRES & CABLES HVCR SELECTION GUIDELINES HVCR QUALITY ASSURANCE HVCR SIZE TABLE HEATING WIRES WIRES FOR FLOOR HEATING
QUESTIONNAIRE FOR HVCR
PROPERTIES OF PTFE |
Similar to the special advantages that Tape-Wrapping-Sintering (TWS) method provides for the PTFE Sleeves/Tubings (click here for details), we give below several ways in which TWS method helps manufacture PTFE insulated wires of HIGHER RELIABILITY. 1.DIELECTRIC QUALITY The multiple-layer construction of DRUFLON-TWS ensures high dielectric quality of the insulation. Any flaw is limited to a single layer of the tape. Contamination flaws in the PTFE are minimized by manufacturing our own tape in a clean-room facility. The wrapping process places the insulation concentrically around the conductor and does not force it into the interstices between the conductor strands. Proper curing of insulation under high temperature is also regularly checked by a sample check of Break Down Voltage (BDV) on each new lot. Over the years, these BDV's have shown progressive increase, indicating steady improvement in the processing of wires.
2.CONCENTRICITY  DRUFLON-TWS is insulated by multiple layers of PTFE fused into a homogeneous insulation. The conductor is always in the centre of the insulation. Minimum Thickness of insulation at any cross-section: DRUFLON-TWSMechanical Stripping
Mechanical strippers index from the outside of the
insulation and
will therefore nick the conductor if it is too much off-center. 3.STRIPPING QUALITY
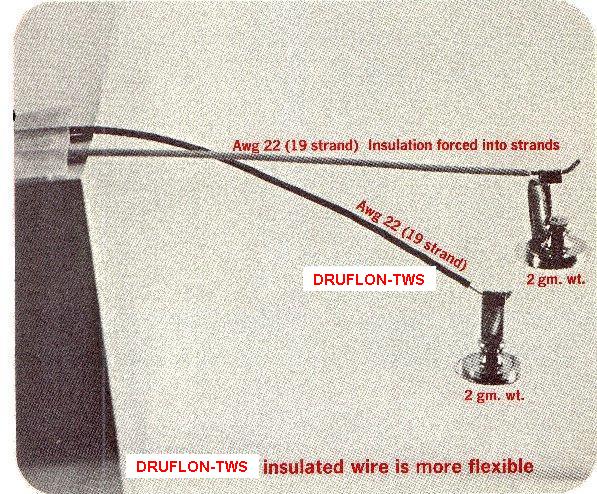
DRUFLON-TWS insulation is not extruded into the interstices of the wire strands. Therefore, the insulation can be easily stripped off the conductor without disturbing the lay of the stranded wire. This helps in easy and faster terminations. 4.FLEXIBILITY The accompanying picture shows the difference when the same weight is hung on two wires having the same conductor and insulation thickness. DRUFLON-TWS insulation is not forced into the strands and, therefore, does not inhibit the free flexing of the outer strands of the conductor and the full flexibility of fine stranded wire is preserved. The figure below is also helpful in understanding the difference between flexibility and flex-life, which is commonly misunderstood. Flex-life refers to the useful life of wire (or cable) under repeated flexing under specified conditions.
5.TEAR RESISTANCE
The molecular structure of DRUFLON-TWS PTFE is oriented biaxially, hence propagation of tears is difficult. Uniaxial orientation makes it easy to tear the insulation along the axis of the wire.
6.MANY COLOURS, LOW MINIMUM ORDERS Availability of many colours in moderate quantities is a definite plus point of DRUFLON-TWS wires; extruded constructions often require large minimum orders for many colours. PTFE TWS wires vs. Extruded Wires - A Note It is important to note that DuPont uses Teflon ® trade name for a number of different thermo-plastics with varying properties. For example, FEP Teflon is melt-processable unlike PTFE, is not so good for high-frequency applications, has a limitation of 200°C for maximum operating temperature as against 260°C for PTFE Teflon, and is considerably more expensive than PTFE. When comparing extruded constructions with tape-wrapped ones, the above facts need to be kept in mind. It is best to compare extruded PTFE with tape-wrapped PTFE, and in this comparison, extruded PTFE generally encounters problems like ring-cracks and axial splits, in addition to the ones mentioned above. For Free Design Service, Contact: mukul@druflon.com; druflon@gmail.com; nkrishna@druflon.com Teflon ® is a DuPont Trade Mark |